15168845965
提供一站式机床专业服务! 咨询热线:15165047507
CASE

钻铣床批发基地工程案例标题六,钻铣床是企业从事工件加工必不可少的工具之一,产品型号全,价格实惠,服务到位,质量保证,...
详情>>

摇臂钻床批发基地工程案例标题五,摇臂钻床是企业从事工件加工必不可少的工具之一,产品型号全,价格实惠,服务到位,质量保...
详情>>

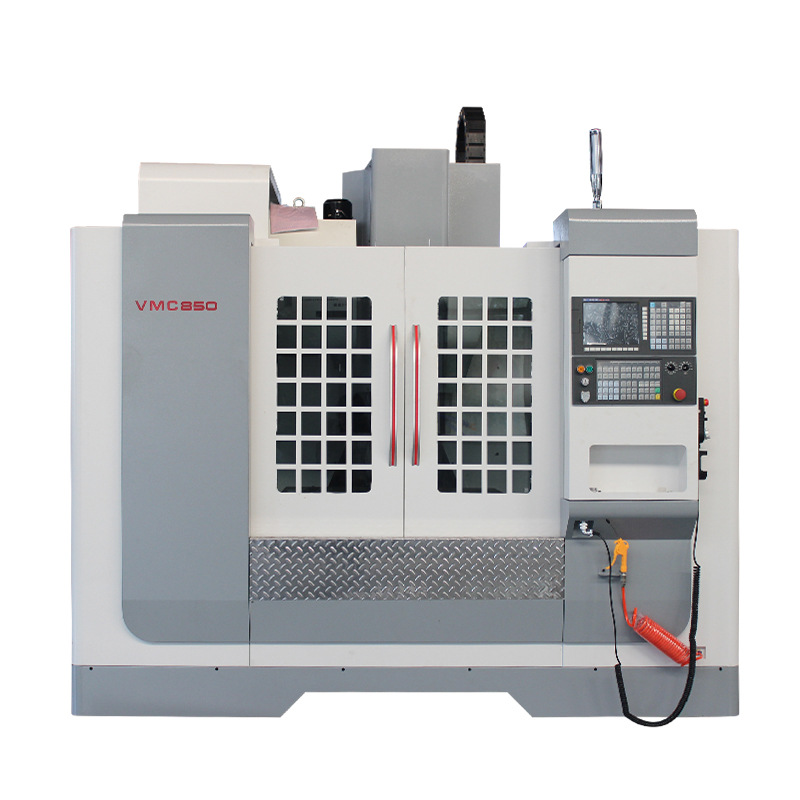
数控铣床工程案例标题四,铣床是生产加工必不可少的机床之一,锐力达设备专业生产铣床,数控铣床品种齐全,随便选择,服务周...
详情>>

现代中式风格更多地利用了后现代手法,墙上挂一幅中国山水画等传统的书房里自然少不了书柜、书案以及文房四宝。 中式风格的...
详情>>

钻铣床,摇臂钻床工程案例标题二,采购钻铣床,摇臂钻床,数控加工中心,合作锐力达,实现事业梦想。
详情>>

数控铣床工程案例标题一,数控铣床,数控加工中心,钻铣床,摇臂钻床,车床,数控车床
详情>>
打造车床和加工中心制造行业标杆企业! 咨询热线:15165047507
15
2022-10
郑重说明新广告法规定,所有页面禁用绝对化和功能性用词。为支持新广告法,防止不正当竞争,误导消费者,本···
24
2022-07
钻铣床出现故障如何解决钻铣床是一种中小型通用金属切削机床,即能卧铣,又能立铣。它适用于钻、扩、铰、镗···
09
2022-07
6350钻铣床工作台间隙保养与调整
09
2022-07
6350C钻铣床故障的简单排查与维修方法
09
2022-07
小型钻铣床的故障分析
08
2022-07
立式钻床的主要功能有哪些
08
2022-07
钻铣床在使用中的日常保养
08
2022-07
数控车床加工过程中出现偏差的原因
07
2022-07
立式钻床该怎样维护
07
2022-07
立式钻床的操作规程
07
2022-07
立式钻床特点及分类
06
2022-07
钻铣床铣削方式
06
2022-07
车床技术安全操作规程
06
2022-07
车床润滑方式及要求
06
2022-07
车床的组成部分
06
2022-07
车床有哪些类型
技术支持:佳铭网络